



| Kosten-, Ertrags- u. Einsparungsfaktoren | Details/Berechnung | Kosten, Erträge u. Einsparungen pro Jahr |
|---|---|---|
| Zusätzliche Maschinenlaufzeit (Pausendurchlauf und in eine mannlose Schicht) | 4 Stunden/Tag an 250 Tagen/Jahr bei einem Ertrag von 80 €/Stunde in der mannlosen Schicht | Mehrertrag: 80.000 € |
| Vermeidung von Folgekosten durch Werkzeugbruch (defekte Werkzeuge, auch auf Folgestationen) | bisher 1.500 €/Woche bei 50 Wochen/Jahr durch Schäden an Werkzeugen, Haltern und Maschinenteilen | Eingespart: 75.000 € |
| Vermeidung von Maschinenbränden | Auf das Jahr umgelegte Kosten von Maschinenbränden von 5.000 €/Jahr | Eingespart: 5.000 € |
| Vermeidung von Folgekosten durch Werkzeugbruch (Stillstandszeiten) | 2 % mehr Ausstoß bei Ertrag von 80 €/Stunde im Zweischichtbetrieb (16 Stunden/Tag an 250 Tagen/Jahr) | Mehrertrag: 6.400 € |
| Standzeitverlängerung der Werkzeuge | 20 % längere Standzeit bei Werkzeugkosten von 90.000 €/Jahr | Eingespart: 18.000 € |
| Erhöhung der Schnittparameter ohne Risiko | 10 % mehr Ausstoß bei Ertrag von 80 €/Stunde über 16 Stunden/Tag an 250 Tagen/Jahr | Mehrertrag: 32.000 € |
| Möglichkeit der Verwendung preiswerterer Werkzeuge | 5 % Einsparung von jährlichen Werkzeugkosten in Höhe von 90.000 €/Jahr | Eingespart: 4.500 € |
| Messkurvenvisualisierung deckt zeitverschwendende Verfahrwege im langsamen Arbeitsvorschub auf | 5 % mehr Ausstoß bei Ertrag von 80 €/Stunde über 16 Stunden/Tag an 250 Tagen/Jahr | Mehrertrag: 16.000 € |
| Erkennung/Vermeidung von Kurzteilen mittels Kontrolle beim Plandrehen oder mittels Werkstücklängentaster WLT oder IND | Einsparung einer gesonderten Prüfstation mit Kosten von 1.500 €/Jahr und/oder manueller Prüfung mit 50 Mannstunde/Jahr bei 35 €/Mannstunde | Eingespart: 3.250 € |
| Inprozess Werkstückmaßkontrolle mittels Reibungsgeräusch zwischen Prüfwerkzeug und schnell rotierender Werkstückoberfläche | Einsparung einer gesonderten Prüfstation mit Kosten von 1.500 €/Jahr und/oder manueller Prüfung mit 50 Mannstunde/Jahr bei 35 €/Mannstunde | Eingespart: 3.250 € |
| Luftschnittvermeidung ("Gap-Control") durch Anschnitterkennung, insbesondere beim Schleifen | 5 % mehr Ausstoß bei Ertrag von 80 €/Stunde über 16 Stunden/Tag an 250 Tagen/Jahr | Mehrertrag: 16.000 € |
| Zusätzlicher Gewinn mit Werkzeugüberwachung | Addition von Mehrertrag und eingesparter Kosten | Summe: 259.400 € |
| Kosten des Werkzeugüberwachungssystems | Jahresmiete von 3500 € für Tool Monitor und Sensoren | Mietkosten: 3.500 € |
| Kosten der Bedienung der Werkzeugüberwachung | 1 Mannstunden/Woche, 50 Wochen/Jahr und 35 €/Mannstunde für die Bedienung des Tool Monitors | Kosten: 1.750 € |
Die dargestellten Einsparungen und Mehrerträge basieren auf einem konkreten Praxisbeispiel mit nachvollziehbaren Annahmen zu Laufzeiten, Stundenwerten und Werkzeugkosten.
Um die Wirtschaftlichkeit für Ihre eigene Maschine realistisch bewerten zu können, stellen wir Ihnen eine Berechnungsvorlage als PDF zur Verfügung, mit der Sie alle relevanten Parameter individuell anpassen können!
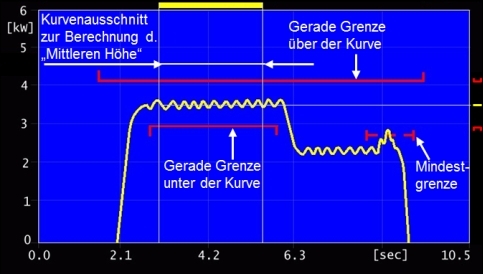
Zur Werkzeugüberwachung und Prozesssteuerung werden aus den Messwerten der Sensoren oder der digitalen Antriebsdaten geeignete Messkurven gebildet, die ggfs. nach einer Signalfilterung (z.B. Glättung, Mittelwertbildung, Hochpassfilterung, Gleichrichtung,...) entsprechend der Aufgabe mit Grenzwerten umgeben werden.
Sobald die Messkurve eine Grenze verletzt, schaltet ein ihr zugehöriger Schaltausgang, der z.B. einen sofortigen Vorschubstopp, eine Umschaltung der Vorschubgeschwindigkeit, den Aufruf eines Schwesterwerkzeuges oder die Abspeicherung einer Werkzeugposition auslösen kann.
In den folgenden Unterkapiteln zeigen wir Ihnen Screenshots des Tool Monitors, wo die einzelnen Überwachungsmöglichkeiten näher erläutert werden.
Bildschirmdarstellung des Tool Monitors
Bildschirmdarstellung des Tool Monitors
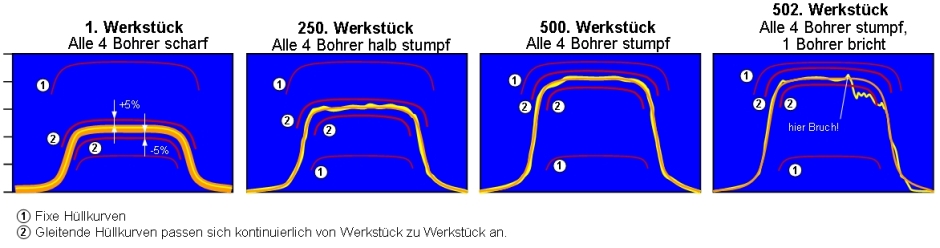
Ermöglichung der Bruchüberwachung mehrerer, von einem gemeinsamen Motor angetriebener Bohrer, mit der Wirkleistungsmessung.
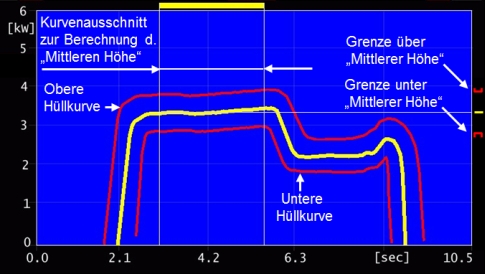
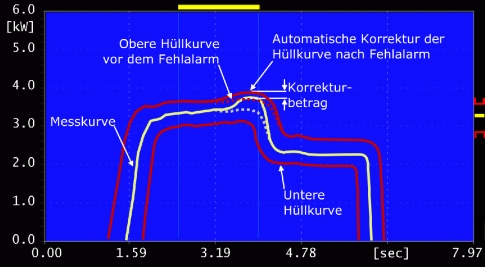
Ursprüngliches Problem: Die Messwerthöhe ändert sich infolge des Bruches eines einzelnen Bohrers geringer als durch den Verschleiß aller Bohrer. Dadurch werden fixe Hüllkurven nicht verletzt.
Lösung: Gleitende Anpassung der Hüllkurvengrenzen von Werkstück zu Werkstück an die Veränderung der Messkurvenhöhe infolge Werkzeugverschleiß. Damit kann ein viel geringerer Abstand der Hüllkurve zur Messkurve gewählt werden.
Die Hüllkurve orientiert sich hierbei mit einem prozentualen Abstand (z.B. ± 5 %) an einer „Gemittelten Messkurve", die durch Mitteln über jeweils die letzten Werkstücke gebildet wird.
Bildschirmdarstellung des Tool Monitors
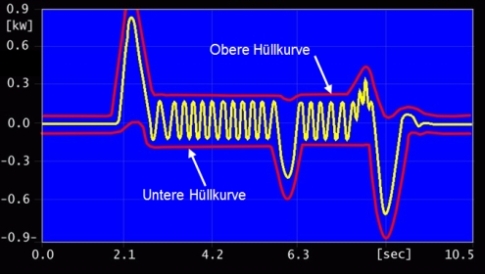
Anwendung des dynamischen Anteils:
Bildschirmdarstellung des Tool Monitors
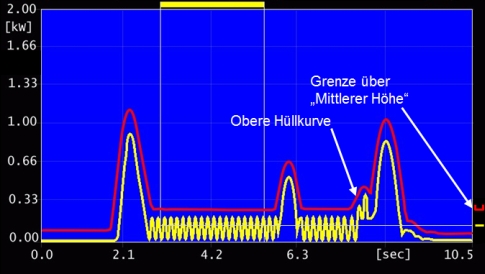
Anwendung des gleichgerichteten dynamischen Anteils:
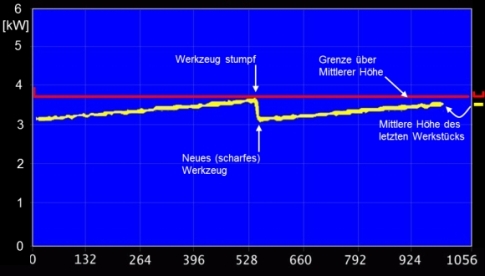
Während der Überwachung der Messkurven wird von jeder Messkurve ein Mittelwert berechnet, den wir „Mittlere Höhe" nennen. Diese „Mittlere Höhe" wird in einer zweiten Bildschirmansicht als Trend über der Anzahl der Werkstückbearbeitungen dargestellt. Diese Darstellung hilft dem Bediener zu beurteilen, ob sich die Mittlere Höhe eignet, den Verschleiß eines Werkzeuges zu überwachen. In der Regel wächst die Mittlere Höhe mit dem Verschleiß der Werkzeuge. Es kann aber vorkommen, dass die Zunahme der Mittleren Höhe nicht deutlich genug ist, oder stark schwankt. Mit einer zusätzlichen Mittelung der Mittleren Höhe über mehrere Bearbeitungen kann der Bediener das Ergebnis verbessern. Auch dazu dient die Darstellung des Trends der Mittleren Höhe.
Bildschirmdarstellung des Tool Monitors
Bildschirmdarstellung des Tool Monitors
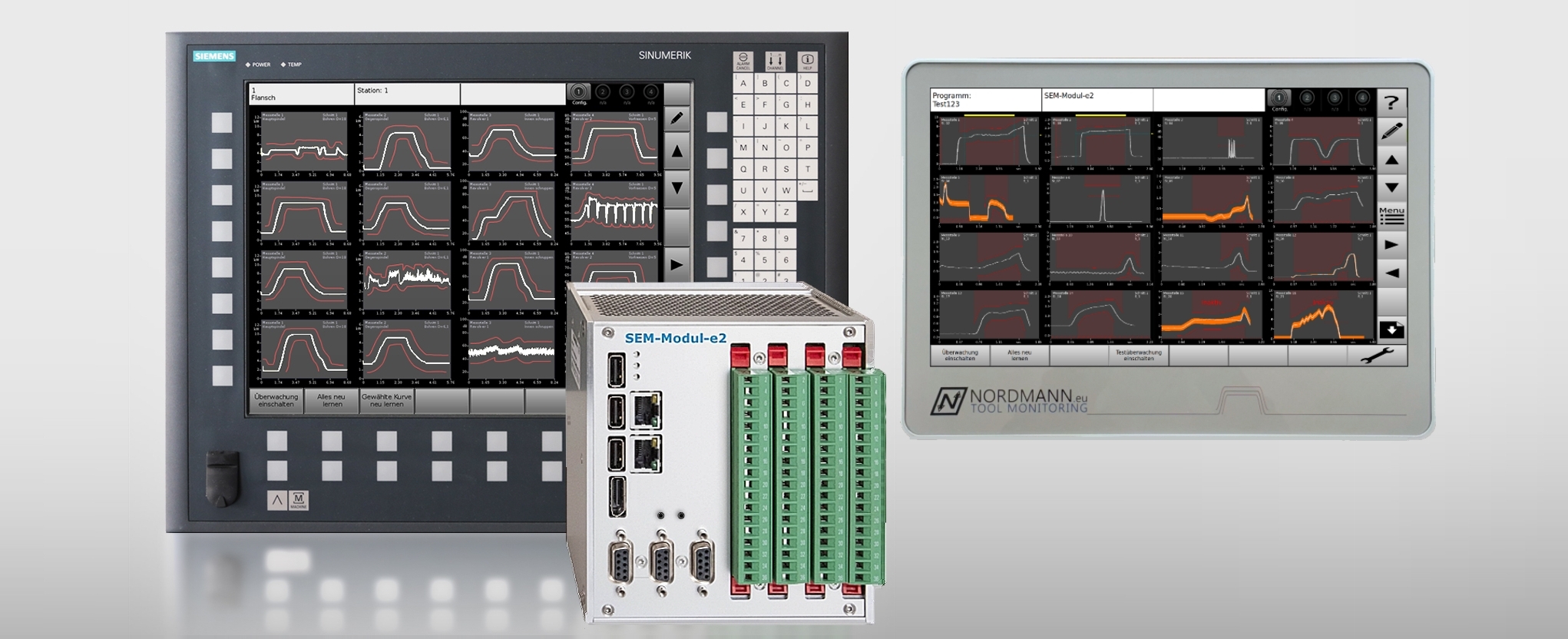
Screenshot des Tool Monitors SEM-Modul-e2 mit verschiedenen Überwachungsansichten
Kontaktieren Sie uns – wir beraten Sie gerne.